 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![NC Press Brake]()

Model:
Machine à rouler à 4 rouleaux : comment elle fonctionne et ce qu'elle peut faire
2026-03-06
Content
- 1 Ce que fait réellement une machine à rouler à 4 rouleaux
- 2 Comment fonctionne le système à quatre rouleaux
- 3 Types de laminoirs à 4 rouleaux
- 4 Avantages clés par rapport aux machines à 2 et 3 rouleaux
- 5 Quels matériaux une machine à rouler à 4 rouleaux peut-elle manipuler
- 6 Comment choisir la bonne machine à rouler à 4 rouleaux
- 7 Roulement de cône avec une machine à 4 rouleaux
- 8 Fonctionnement en toute sécurité et entretien de la machine
- 9 Conclusion
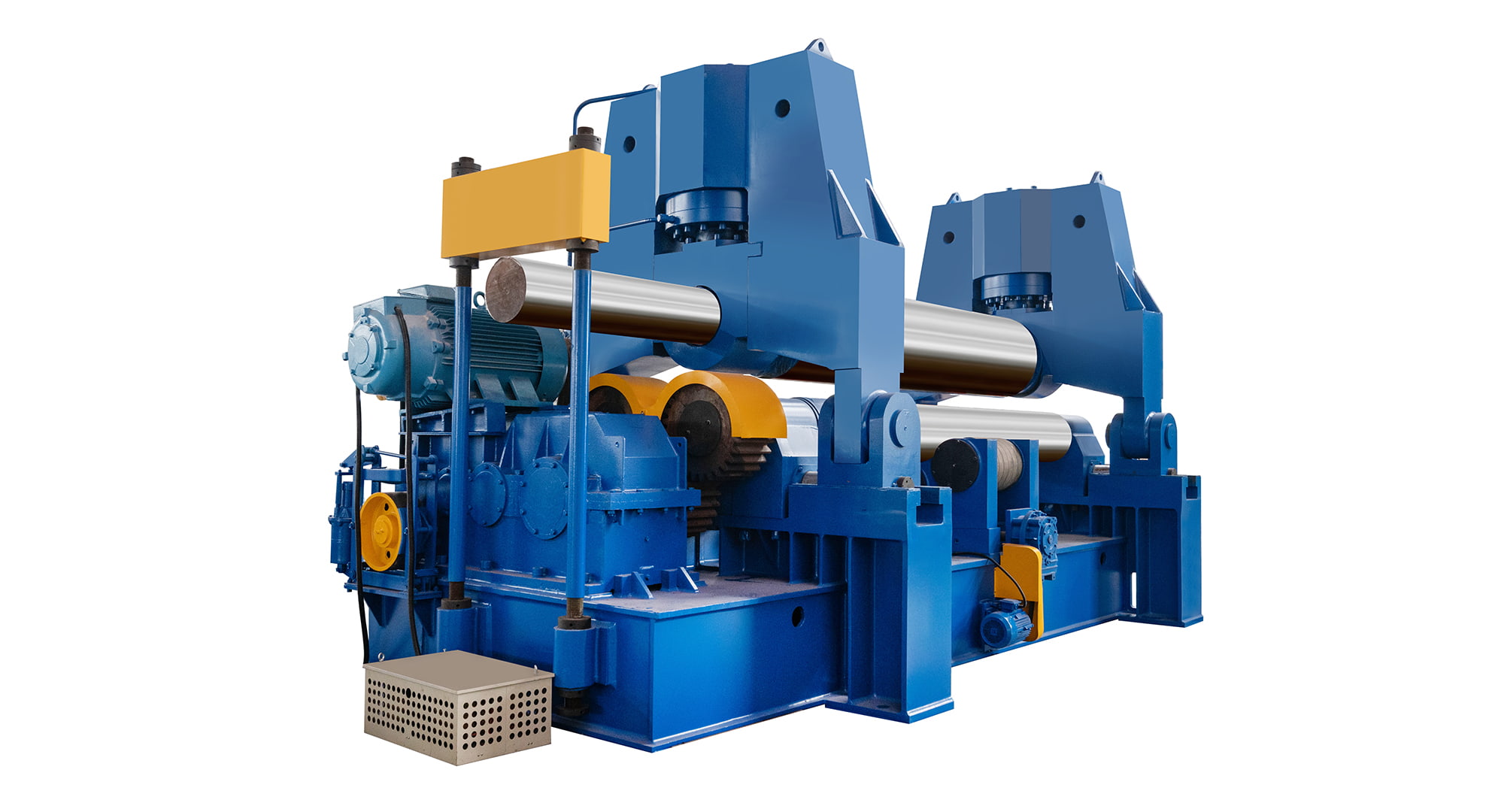
Ce que fait réellement une machine à rouler à 4 rouleaux
Un Rouleuse à 4 rouleaux plie des plaques de métal en cylindres, en cônes ou en formes courbes à l'aide de quatre rouleaux disposés selon un motif spécifique. L'avantage déterminant par rapport aux alternatives à 2 et 3 rouleaux est que les bords d'attaque et de fuite de la plaque peuvent être pré-courbés sans repositionner la pièce. , ce qui élimine les points plats aux deux extrémités et réduit considérablement le gaspillage de matériau et le temps de configuration.
Cette machine est le choix standard dans les industries qui exigent des sections laminées de précision avec un minimum d'extrémités plates, notamment la fabrication d'appareils sous pression, la construction navale, la fabrication de tours éoliennes et les travaux de structure lourds. Si l'objectif est un laminage constant et de haute qualité avec une intervention réduite de l'opérateur, la configuration à 4 rouleaux l'offre de manière plus fiable que toute autre méthode de laminage.
Comment fonctionne le système à quatre rouleaux
La machine se compose d'un rouleau supérieur, d'un rouleau inférieur et de deux rouleaux latéraux positionnés symétriquement. Chaque rouleau joue un rôle distinct dans la séquence de pliage.
Le rôle de chaque rouleau
- Rouleau supérieur : Agit comme point de flexion principal. Il est fixé en position verticale et entraîne le plateau à travers la machine.
- Rouleau inférieur : se déplace verticalement pour serrer fermement la plaque contre le rouleau supérieur, offrant ainsi la prise nécessaire à l'alimentation et empêchant le glissement.
- Rouleaux latéraux (gauche et droit) : se déplacent indépendamment selon un arc d'inclinaison ou latéral pour appliquer une force de flexion. Leur position détermine le rayon de courbure.
Lorsqu'une plaque est chargée, le rouleau inférieur la maintient en place. Un rouleau latéral s'incline vers le haut pour pré-courber le bord d'attaque. La plaque est ensuite avancée tandis que les rouleaux latéraux appliquent une pression de pliage continue. Avant que l'extrémité arrière ne sorte, le rouleau latéral opposé la pré-courbe. Le résultat est une section entièrement roulée sans zones plates non pliées à chaque extrémité. , un problème qui touche pratiquement toutes les machines à 3 rouleaux.
Capacité de pré-pliage en pratique
Sur une machine à 3 rouleaux, la zone d'extrémité plate représente généralement 10 à 15 % de l'épaisseur de la plaque multipliée par un facteur géométrique, laissant souvent 50 mm à 150 mm de matériau non plié à chaque extrémité. Sur une machine à 4 rouleaux, cela est réduit à près de zéro. Pour un fabricant laminant de l'acier de construction de 20 mm d'épaisseur dans un cylindre de 1 000 mm de diamètre, l'élimination de ces extrémités plates peut économiser une quantité importante de travail de meulage, de découpe et de reprise sur chaque pièce.
Types de laminoirs à 4 rouleaux
Les machines à 4 rouleaux ne sont pas toutes construites de la même manière. La configuration des rouleaux latéraux détermine la manière dont la machine gère différentes tailles de plaques, matériaux et rayons de courbure.
| Configuration | Mouvement des rouleaux latéraux | Idéal pour | Plage de capacité typique |
|---|---|---|---|
| Rouleaux latéraux inclinables | Unrc or angular tilt | Fabrication générale, rayons variés | Épaisseur de plaque de 6 mm à 50 mm |
| Rouleaux latéraux coulissants latéralement | Mouvement horizontal linéaire | Travail de tôles lourdes de grand diamètre | Épaisseur de plaque de 20 mm à 100 mm |
| Géométrie variable | Multi-axes contrôlés par CNC | Cône roulant, profils complexes | Varie selon le modèle |
Les configurations inclinables sont les plus courantes dans les ateliers de travail des métaux en général, car elles équilibrent flexibilité et simplicité mécanique. Les configurations à glissement latéral sont préférées dans l'industrie lourde où l'épaisseur des plaques dépasse régulièrement 40 mm et les forces de flexion impliquées nécessitent un mécanisme linéaire plus rigide.
Avantages clés par rapport aux machines à 2 et 3 rouleaux
Choisir une machine à 4 rouleaux plutôt que des alternatives plus simples ne consiste pas seulement à éliminer les extrémités plates. L’ensemble des avantages explique pourquoi la complexité mécanique supplémentaire en vaut la peine dans les environnements de production.
- Aucun repositionnement de plaque requis : Sur une machine à 3 rouleaux, l'opérateur doit retirer le plateau, le retourner et le réinsérer pour pré-courber le bord de fuite. Une machine à 4 rouleaux traite les deux extrémités en un seul passage continu, réduisant ainsi le temps de cycle de 30 à 50 pour cent sur les travaux de cylindre typiques.
- Meilleur serrage et alimentation : The independently driven bottom roller creates a positive clamping grip on the plate, reducing the risk of slippage on thicker or harder materials like high-strength structural steel or stainless steel.
- Précision dimensionnelle supérieure : Comme la plaque n'a pas besoin d'être repositionnée, les erreurs d'alignement introduites par la manipulation manuelle sont éliminées. Ceci est essentiel lors du laminage avec des tolérances de diamètre serrées.
- Dépendance réduite aux compétences de l’opérateur : La séquence automatisée de pré-cintrage signifie que l'on dépend moins du jugement de l'opérateur, ce qui facilite la formation de nouveaux opérateurs et maintient une qualité constante d'une équipe à l'autre.
- Intégration CNC plus facile : L'axe de contrôle supplémentaire offert par les rouleaux latéraux réglables indépendamment rend les machines à 4 rouleaux bien adaptées à l'automatisation CNC pour des cycles de production répétables.
Quels matériaux une machine à rouler à 4 rouleaux peut-elle manipuler
Ces machines sont principalement conçues pour le laminage de tôles. La gamme de matériaux compatibles est large, mais la machine doit être dimensionnée correctement en fonction de la limite d'élasticité du matériau et de l'épaisseur de la plaque.
Matériaux courants roulés sur des machines à 4 rouleaux
- Acier au carbone doux et structurel (l'application la plus courante)
- L'acier inoxydable, qui durcit et nécessite une force de roulement plus élevée que l'acier doux d'épaisseur équivalente
- Unluminum alloys, where softer grades roll easily but care must be taken with roller surface finish to avoid marking
- Cuivre et laiton pour applications spécialisées dans les industries aérospatiale et chimique
- Aciers faiblement alliés à haute résistance utilisés dans la fabrication d'appareils sous pression et de structures offshore
Un general rule: machines rated for mild steel can typically handle stainless steel at roughly 60 percent of the rated mild steel capacity , car l'acier inoxydable a une limite d'élasticité environ 1,5 à 1,7 fois supérieure. Vérifiez toujours la limite d'élasticité réelle du matériau par rapport aux spécifications de la machine avant de vous engager dans un programme de laminage.
Comment choisir la bonne machine à rouler à 4 rouleaux
La sélection de la bonne machine nécessite d'adapter les spécifications de la machine aux exigences réelles de la pièce à usiner. Un sous-dimensionnement entraîne une surcharge mécanique et une usure prématurée. Le surdimensionnement augmente inutilement le coût du capital.
Spécifications critiques à évaluer
- Épaisseur et largeur maximales de la plaque : Ce sont les principales cotes de capacité. Une machine répertoriée comme capable de laminer 25 mm x 2 000 mm en acier doux définit la limite supérieure des dimensions des plaques.
- Diamètre minimum de courbure : Il s’agit du plus petit cylindre que la machine puisse former. Il représente généralement environ 1,5 à 2 fois le diamètre du rouleau supérieur. Tenter de rouler en dessous du diamètre minimum risque une déviation permanente des rouleaux.
- Diamètre et matériau du rouleau : Les rouleaux de plus grand diamètre résistent à la déflexion sous charge et produisent une courbure plus uniforme sur toute la largeur de la plaque. Les rouleaux sont généralement fabriqués en acier forgé et trempé avec une dureté de surface comprise entre 52 et 60 HRC.
- Système d'entraînement : Les systèmes d'entraînement hydrauliques fournissent une force douce et réglable et sont standard sur la plupart des machines de production. Les systèmes d'entraînement mécaniques peuvent être trouvés sur des machines plus anciennes ou plus petites et offrent moins de modulation de force.
- Commande CNC ou manuelle : La commande manuelle est suffisante pour les travaux de faible volume ou ponctuels. La commande CNC est rentable lors du laminage à des diamètres constants sur des séries de production de 20 pièces identiques ou plus par équipe.
Considération relative au retour élastique
Unll metal plate springs back after bending. For mild steel, springback is relatively predictable, typically requiring the side rollers to over-bend by 5 to 15 percent beyond the target radius. High-strength steels can spring back 20 to 40 percent, requiring more passes or significant overbend compensation. Les machines contrôlées par CNC peuvent stocker les valeurs de correction du retour élastique par qualité et épaisseur du matériau, éliminant ainsi les essais et erreurs lors des travaux répétés.
Roulement de cône avec une machine à 4 rouleaux
Le laminage de sections coniques est un domaine dans lequel la machine à 4 rouleaux démontre un avantage significatif en termes de capacité. Sur une machine standard à 3 rouleaux, le laminage du cône nécessite un réglage manuel constant et une expertise significative de l'opérateur. Sur une machine à 4 rouleaux, les rouleaux latéraux peuvent être réglés à différentes hauteurs le long de la largeur de la plaque, créant ainsi un gradient de courbure gradué qui produit un profil de cône effilé.
Les angles de cône généralement réalisables sur une machine à 4 rouleaux correctement configurée vont de 5 degrés à environ 45 degrés par rapport à l'axe du cylindre, en fonction de la conception de la machine et des dimensions de la plaque. Pour les transitions de tours éoliennes, qui nécessitent régulièrement des sections de cône avec des demi-angles au sommet compris entre 15 et 30 degrés, il s'agit d'une capacité de production critique.
Fonctionnement en toute sécurité et entretien de la machine
Les machines à rouler impliquent une quantité importante d’énergie mécanique stockée et de composants rotatifs. Les disciplines de sécurité et de maintenance ne sont pas des options optionnelles mais affectent directement la sécurité de l'opérateur et la durée de vie de la machine.
Priorités de maintenance de routine
- Vérifiez le niveau et l’état de l’huile hydraulique au début de chaque quart de travail. L'huile contaminée accélère l'usure de la pompe et du cylindre.
- Inspectez les surfaces des rouleaux à la recherche de piqûres, de rayures ou de débris qui pourraient marquer les surfaces des plaques pendant le roulement.
- Lubrifiez tous les points de graissage conformément au programme de maintenance, généralement toutes les 50 à 100 heures de fonctionnement en fonction des conditions de charge.
- Vérifiez périodiquement le parallélisme des rouleaux. Des rouleaux mal alignés produisent des cylindres coniques ou courbés même en suivant les procédures correctes.
- Surveillez les joints des vérins hydrauliques pour déceler toute fuite, ce qui indique une usure des joints et peut entraîner une perte de force de serrage en cours de fonctionnement.
Pratiques de sécurité opérationnelle
- Ne passez jamais la main au-dessus ou à proximité du point de pincement entre les rouleaux lorsque la machine est sous tension.
- Utilisez des supports de matériaux ou des grues pour manipuler des tôles lourdes, en particulier lorsque vous introduisez des tôles de plus de 500 kg dans la machine.
- Vérifiez que le cylindre roulé est stable avant de relâcher la pression de serrage, car les sections partiellement roulées peuvent rebondir de manière imprévisible.
- Gardez la zone de travail dégagée de tout personnel non directement impliqué dans l'opération de roulement pendant les cycles actifs.
Conclusion
Un 4 roller rolling machine is the most capable and production-efficient choice for plate bending in professional metalworking environments. Its ability to pre-bend both ends of a plate in a single pass, combined with precise clamping, consistent radius control, and compatibility with CNC automation, makes it the clear choice for fabricators who roll cylinders, cones, and curved sections regularly. Pour les opérations laminant plus de quelques cylindres par semaine, les gains de productivité et les améliorations de qualité par rapport aux alternatives à 3 rouleaux permettront de récupérer le coût d'investissement plus élevé dans une courte période de production. Le choix de la bonne machine dépend de l'adaptation précise des spécifications de capacité à la tôle la plus lourde et la plus large que l'atelier doit traiter, la limite d'élasticité du matériau étant prise en compte dans le calcul.







Droits d’auteur Nantong Tengzhong Machinery Manufacturing Co., Ltd. Tous droits réservés.
