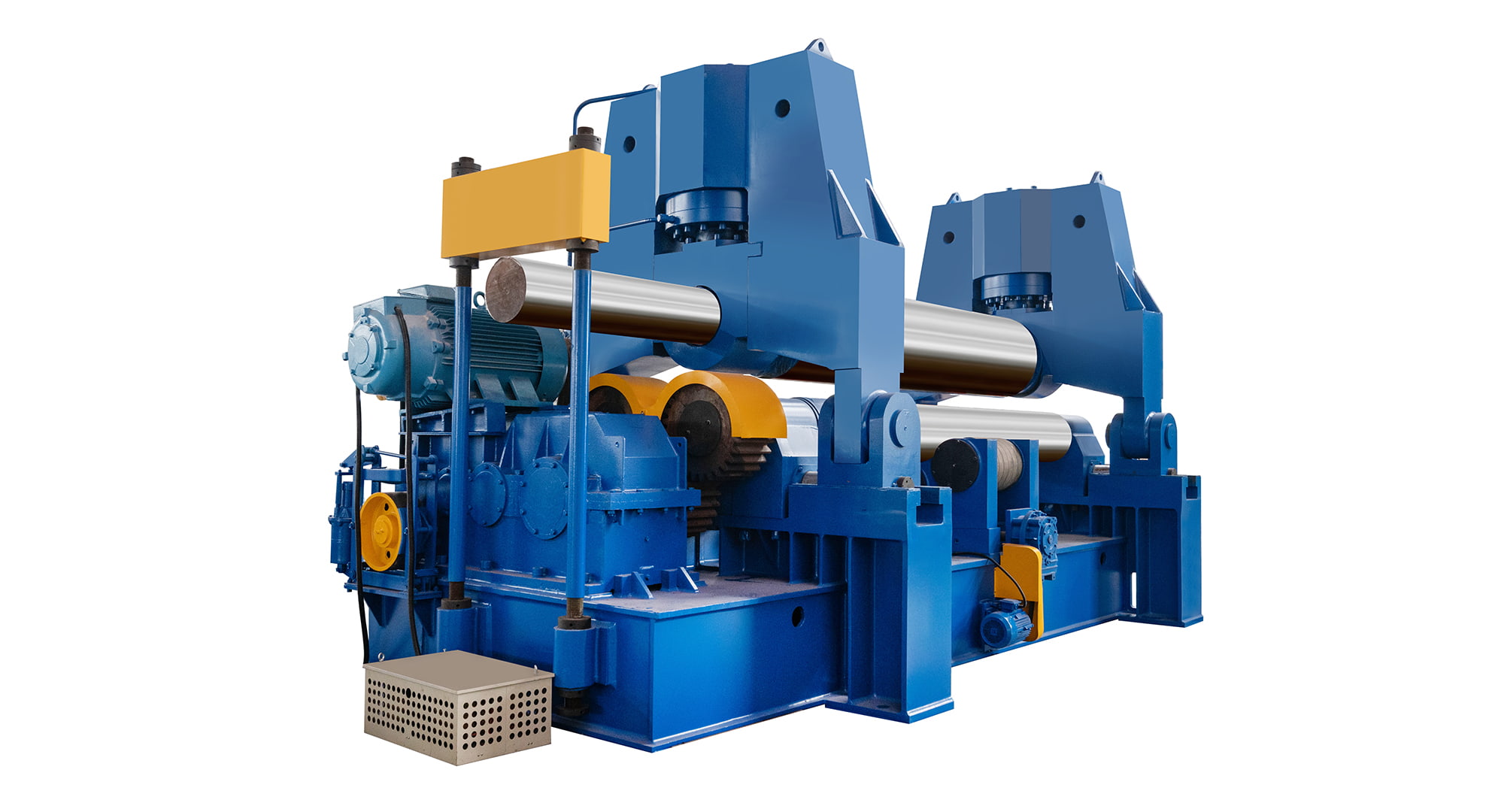
Quelles sont les applications typiques de Machine à rouleau à plaque hydraulique à rouleaux Dans des industries telles que la construction navale, l'aviation ou la structure d'acier?
Machine à rouleau à plaque hydraulique à rouleaux est largement utilisé dans diverses industries en raison de leur efficacité et de leur précision dans les plaques métalliques de flexion et de roulement. Voici quelques applications typiques dans des industries clés comme la construction navale, l'aviation et les structures en acier:
Construction navale
Construction de la coque: La machine est utilisée pour rouler de grandes plaques en acier en formes cylindriques pour les coques de navire, assurant une intégrité structurelle et une hydrodynamique optimale.
Ponts et cloisons: les plaques sont pliées pour construire des ponts et des cloisons, qui nécessitent une courbure précise pour s'adapter à la conception du navire.
Construction du réservoir: Les machines à rouler aident à créer des réservoirs cylindriques pour stocker le carburant, l'eau et d'autres liquides sur les navires.
Aviation
Fuselages d'avion: La machine à rouler est utilisée pour former les sections de fuselage de l'avion, qui nécessitent des courbures spécifiques pour des performances aérodynamiques.
Structures d'ailes: les composants incurvés pour les ailes, tels que les bords de tête et de fuite, peuvent être produits à l'aide d'une machine à rouler à plaque hydraulique à 3 rouleaux.
Composants aérospatiaux: D'autres pièces, telles que des boîtiers de moteurs et des cadres structurels, bénéficient des capacités de flexion de précision de la machine.
Construction de la structure en acier
Poutres et colonnes structurelles: la machine roule des plaques pour créer des poutres et des colonnes incurvées utilisées dans les conceptions et structures architecturales, améliorant l'attrait esthétique et le support structurel.
Ponts et viaducs: le roulement des plaques est essentiel pour fabriquer des composants pour les ponts, y compris les sections d'arc et d'autres éléments structurels incurvés.
Cadres industriels: Il est utilisé pour créer des cadres incurvés pour diverses applications industrielles, y compris le support de machines et les cadres de construction.
Fabrication et fabrication
Réservoirs de stockage: La machine est utilisée pour rouler des plaques pour la construction de grands réservoirs de stockage utilisés dans diverses industries, tels que le pétrole et le gaz, les produits chimiques et le traitement de l'eau.
Vessels sous pression: les machines à rouler sont essentielles dans la fabrication de récipients sous pression qui nécessitent une courbure précise pour résister à des pressions élevées.
Pipes et tubes: il peut être utilisé pour rouler des plaques dans des tuyaux et des tubes de grand diamètre pour les applications de plomberie, industrielle et agricole.
Applications décoratives et architecturales
Caractéristiques architecturales: La machine peut créer des éléments incurvés pour les bâtiments, tels que les arches, les dômes et les façades décoratives.
Conception de meubles: Dans l'industrie du meuble, il est utilisé pour créer des composants métalliques arrondis pour divers conceptions de meubles, améliorant l'attrait esthétique.
Énergie renouvelable
Composants d'éoliennes: La machine est utilisée pour rouler des plaques pour la fabrication de composants tels que les tours et les lames dans les éoliennes.
Cadres de panneaux solaires: les machines à rouler peuvent également être utilisées pour créer des cadres incurvés pour les panneaux solaires, contribuant au secteur des énergies renouvelables.
La polyvalence et la précision de Machine à rouleau à plaque hydraulique à rouleaux les rendre indispensables dans les industries qui nécessitent une flexion et une mise en forme précises des plaques métalliques. Leurs applications vont des composants structurels lourds dans la construction navale et l'aviation aux caractéristiques esthétiques en architecture et en énergie renouvelable, démontrant leur rôle crucial dans la fabrication et la construction modernes.
 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
 1. Ce type de machine d'enroulement de la plaque a le fonction de l'extrémité de la plaque avant la flexion, et le bord droit restant de la pré-blexion est inférieur à 2,5 fois l'épaisseur de la plaque.
1. Ce type de machine d'enroulement de la plaque a le fonction de l'extrémité de la plaque avant la flexion, et le bord droit restant de la pré-blexion est inférieur à 2,5 fois l'épaisseur de la plaque.