Quelle est la précision et l'exactitude de Machine à rouler les plaques CNC à 4 rouleaux pendant le processus de laminage ?
La précision et l'exactitude d'un Machine à rouler les plaques CNC à 4 rouleaux pendant le processus de laminage font partie des mesures de performance les plus critiques, et elles peuvent varier en fonction de plusieurs facteurs, notamment la conception de la machine, la qualité des composants et le système de contrôle en place. Voici un aperçu de ce à quoi s’attendre en termes de précision et d’exactitude :
Tolérances strictes :
Précision dimensionnelle : les machines CNC à 4 rouleaux peuvent atteindre des tolérances serrées, généralement comprises entre ±0,1 et ±0,5 mm en fonction du matériau, de l'épaisseur et de la complexité du produit laminé. Pour les applications de haute précision, ce niveau de précision garantit que le produit final répond aux spécifications de conception.
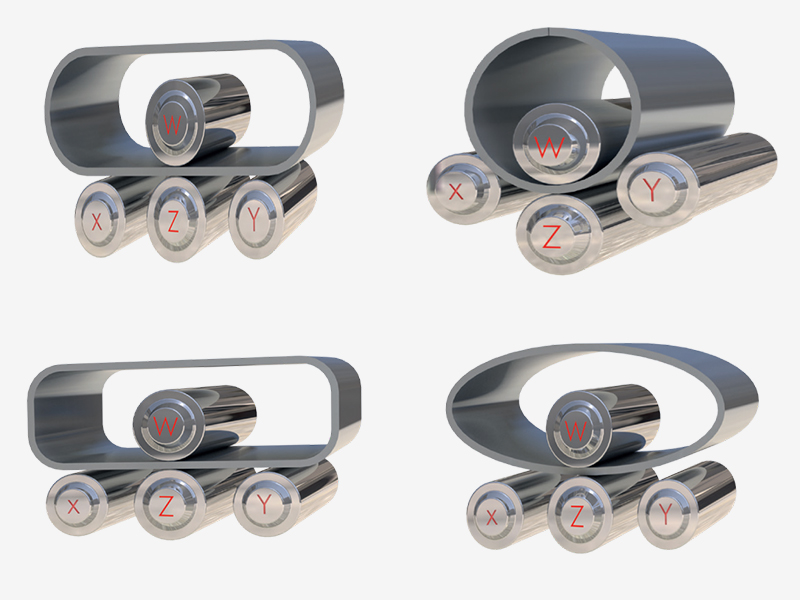
Précision du pré-cintrage : L'un des principaux avantages d'un système à 4 rouleaux est sa capacité à pré-plier la plaque avec une plus grande précision que les machines à 3 rouleaux. Le pré-cintrage est effectué de manière à minimiser le bord droit de la plaque, améliorant ainsi la précision globale du cintrage.
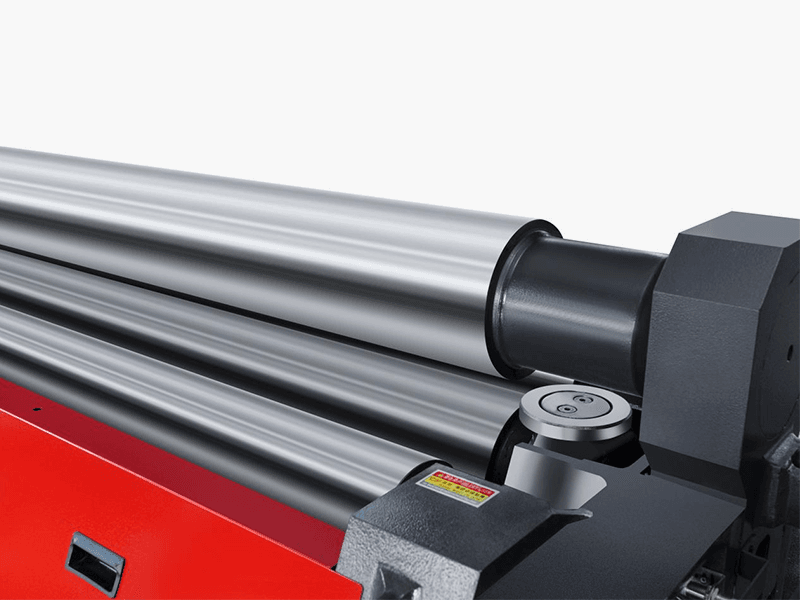
Rayon de roulement constant :
Répétabilité : les systèmes CNC contrôlent le processus de laminage avec une grande précision, garantissant que le rayon de laminage reste constant tout au long du processus. Pour les applications telles que les cylindres de grand diamètre, la machine peut rouler des plaques avec un rayon constant, même sur des longueurs plus longues ou sur des matériaux plus épais.
Précision de la cylindricité : La configuration à 4 rouleaux permet un meilleur contrôle sur la plaque pendant le processus de laminage, améliorant ainsi l'uniformité de la forme finale, notamment en termes de rondeur et de douceur du cylindre.
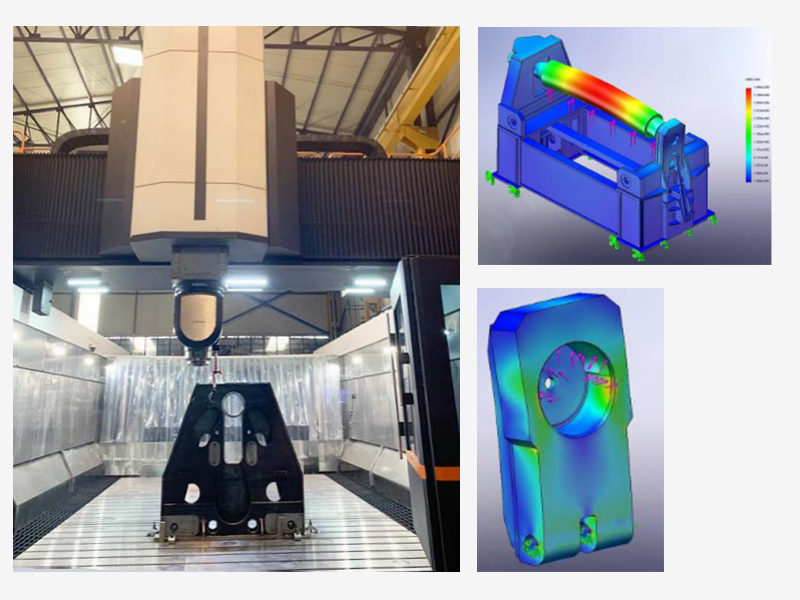
Contrôle précis de la déformation du matériau :
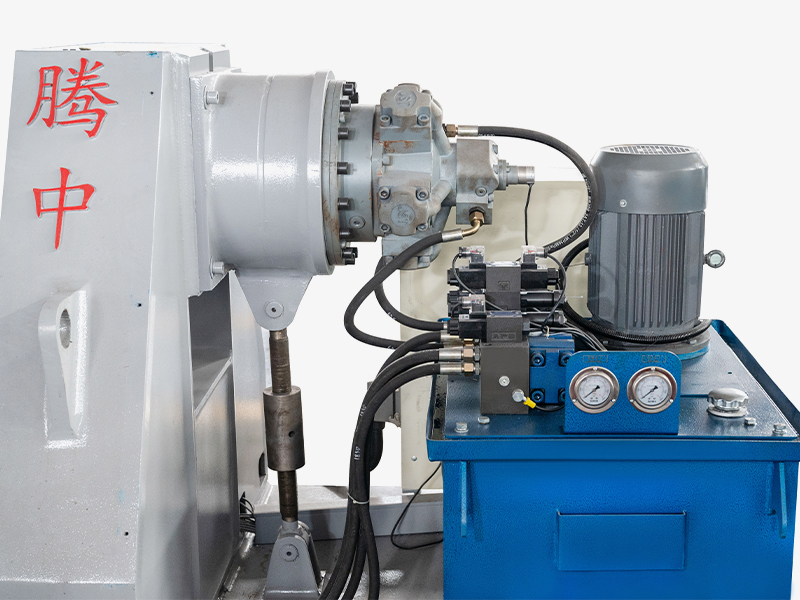
Rouleaux servo-entraînés : De nombreuses machines CNC à 4 rouleaux utilisent des rouleaux servo-entraînés pour contrôler la position de la plaque avec une grande précision, permettant des ajustements précis pendant le processus de laminage. Le système CNC ajuste automatiquement les paramètres tels que la pression, la vitesse et la position, garantissant une déformation constante sur toute la plaque.
Rétroaction en temps réel : ces machines sont généralement équipées de systèmes de surveillance et de rétroaction en temps réel, permettant des ajustements dynamiques pendant le processus de laminage. Cela réduit les risques d’erreurs et garantit des résultats de haute précision.
Qualité des bords et cohérence du pliage :
Alignement des bords : étant donné que le système CNC contrôle la position et le mouvement de la plaque, la qualité des bords est améliorée. Les plaques sont alignées avec précision, garantissant des bords droits et précis pendant le processus de laminage.
Pré-cintrage et serrage : le point de serrage de la machine à 4 rouleaux tombe généralement juste au bord de la plaque, garantissant ainsi un minimum de sections de bords droits après le pliage et améliorant la cohérence globale du pliage.
Précision spécifique au matériau :
La précision peut varier légèrement en fonction du type de matériau traité (par exemple, aluminium, acier, titane). Les matériaux plus mous peuvent être plus faciles à rouler avec précision, tandis que les matériaux plus durs peuvent nécessiter un réglage plus précis des paramètres.
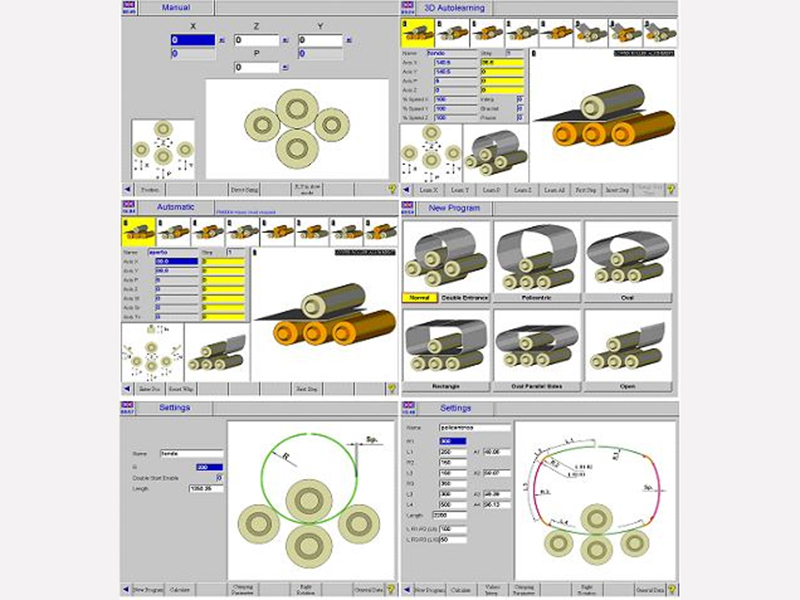
Précision du contrôle CNC :
Précision numérique : avec les systèmes CNC modernes, la précision du contrôle du processus de laminage est extrêmement élevée, souvent capable d'atteindre une précision inférieure au millimètre. Le logiciel CNC garantit que tous les mouvements et séquences de laminage sont soigneusement contrôlés, optimisant ainsi la précision du pliage et du laminage en fonction des spécifications programmées.
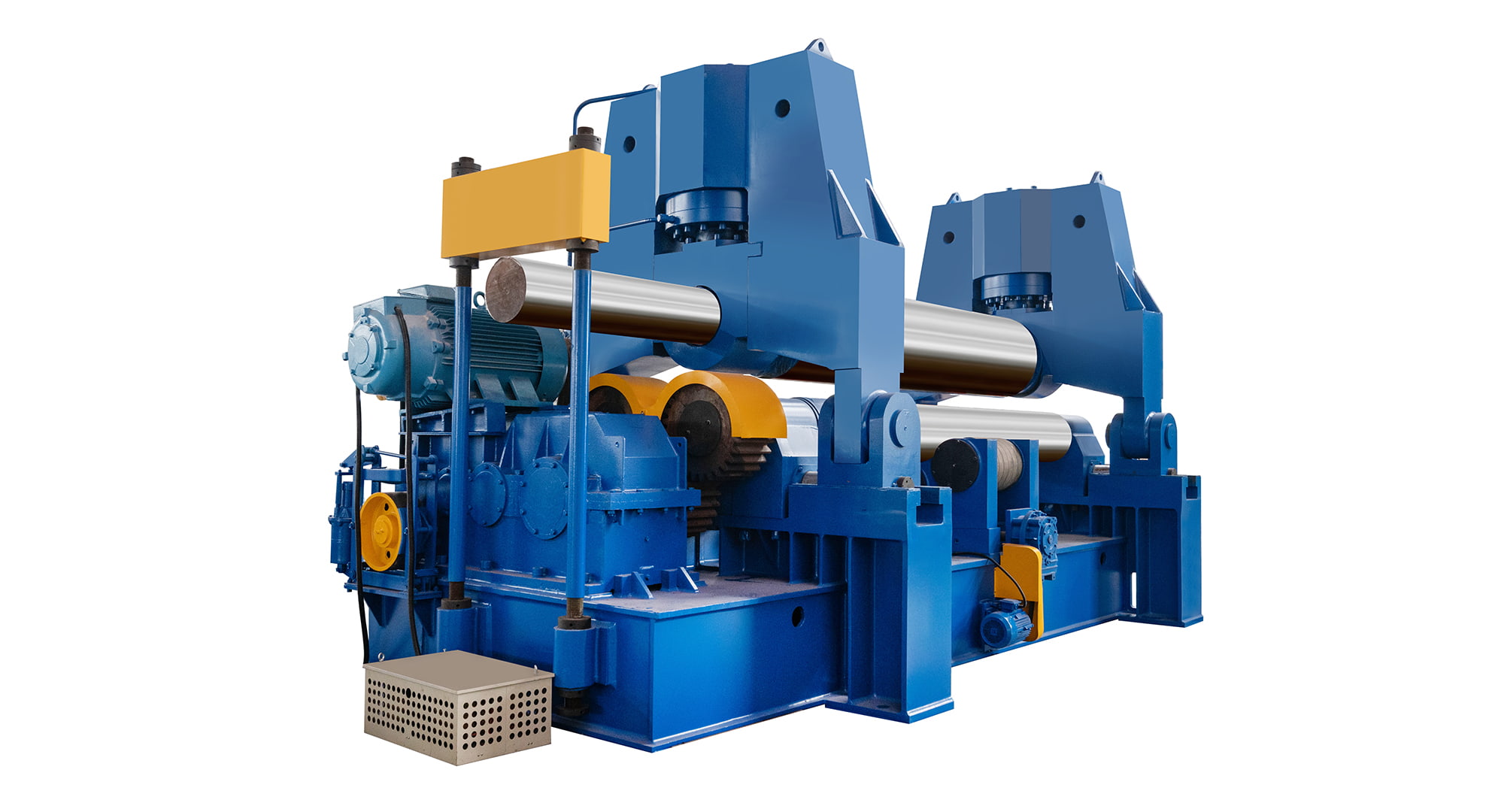
Le Machine à rouler les plaques CNC à 4 rouleaux est très précis et précis, en particulier dans les applications qui nécessitent des tolérances serrées, des rayons constants et des sections de bord droit minimales. Il surpasse les systèmes traditionnels à 3 rouleaux en offrant des capacités de pré-cintrage supérieures et des ajustements automatisés en temps réel, garantissant une répétabilité et une précision élevées dans le processus de laminage.
 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
 Laminage de tôles de haute précision
Laminage de tôles de haute précision