 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![NC Press Brake]()

Model:
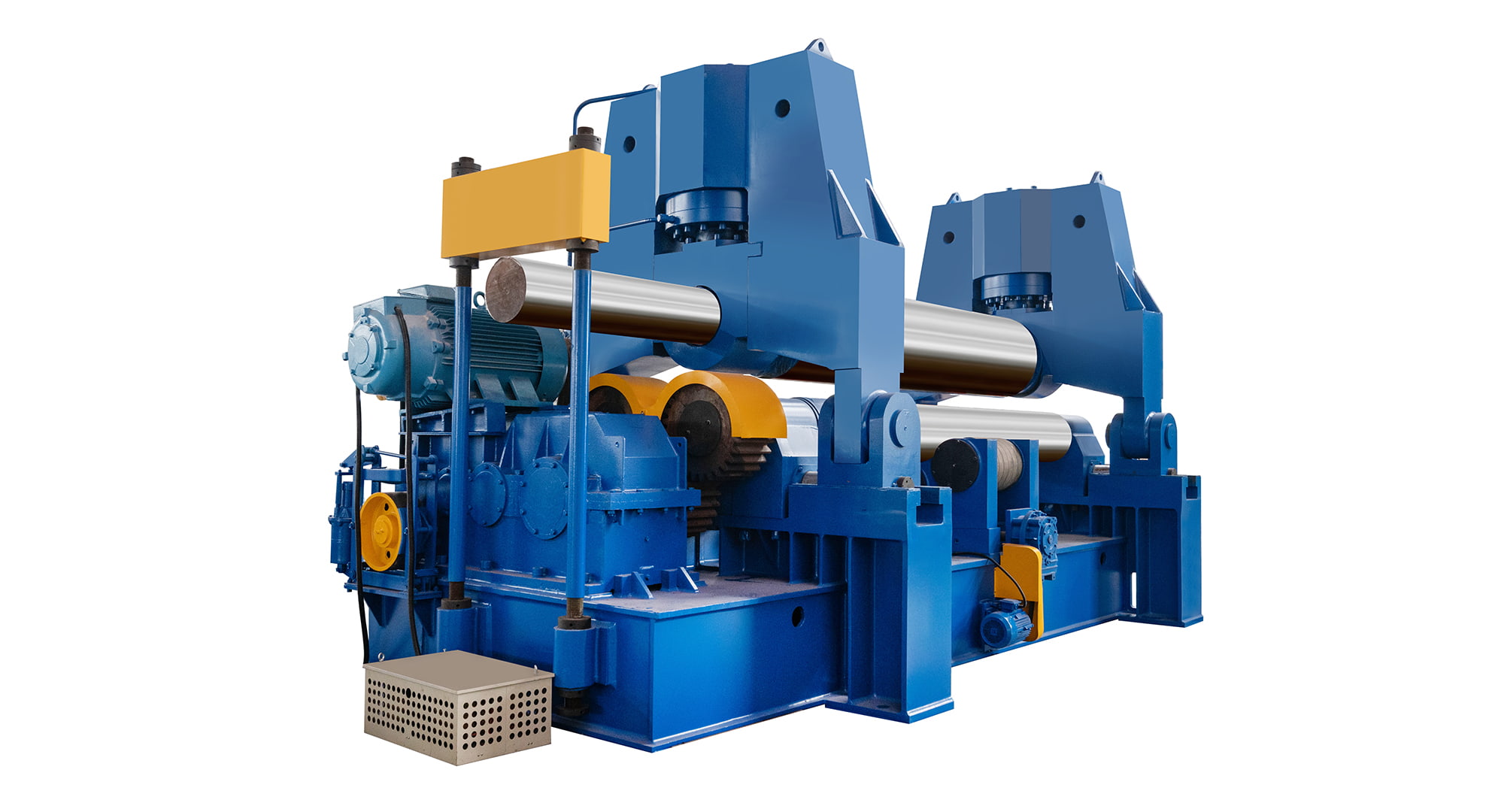
Méthode de correction pour la rondeur du cylindre déployé par la machine à rouler à trois plaques de rouleau
2025-01-25
Si le cylindre produit par la machine à rouler à trois plaques de rouleau n'est pas très rond, les méthodes de correction suivantes peuvent être essayées:
Méthode de réglage mécanique
Réglez la position de l'arbre à rouleau
Pour un Machine à rouleaux à rouleaux , le parallélisme des rouleaux supérieurs et inférieurs a un impact significatif sur la rondeur du cylindre. Tout d'abord, vérifiez et ajustez le parallélisme des rouleaux supérieurs et inférieurs. Si les rouleaux supérieurs et inférieurs ne sont pas parallèles, la plaque sera soumise à une force inégale pendant le processus de roulement, ce qui fera apparaître le cylindre elliptique ou non circulaire. Des outils de mesure professionnels tels qu'une jauge de cadran peuvent être utilisés pour mesurer la différence de hauteur entre les deux extrémités de l'arbre à rouleau, puis les rouleaux supérieurs et inférieurs peuvent être rendus parallèles en ajustant les boulons du pied de la machine à rouler ou la structure de support de L'arbre à rouleaux.
La position relative entre les rouleaux latéraux (s'il s'agit des deux rouleaux inférieurs d'une machine à pliage symétrique à trois rouleaux) et le rouleau supérieur est également crucial. Il est nécessaire de s'assurer que les axes des rouleaux latéraux et du rouleau supérieur sont perpendiculaires les uns aux autres dans l'espace et que les rouleaux des deux côtés sont également parallèles les uns aux autres. Si une déviation positionnelle est trouvée, elle peut être corrigée en ajustant le mécanisme de mouvement horizontal et le mécanisme de levage vertical des rouleaux latéraux. Par exemple, pour certaines petites machines à rouler, la position des rouleaux latéraux peut être déplacée en tournant la vis de réglage.
Ajouter les luminaires auxiliaires
Les coussinets en forme d'arc peuvent être utilisés. Lorsque le cylindre se révèle partiellement non circulaire, un coussin de rayon approprié est fabriqué en fonction du rayon du cylindre et le coussin est placé à l'intérieur du cylindre non circulaire. Ensuite, une prise ou un autre dispositif de pression est utilisé pour appliquer une certaine pression sur le coussin, ce qui fait que la déformation locale du cylindre aborde une forme circulaire.
Des appareils circulaires spéciaux peuvent également être réalisés. Ce luminaire peut serrer le cylindre de l'extérieur et appliquer une force radiale uniforme sur le cylindre en ajustant le degré de resserrement du luminaire, corrigeant ainsi la rondeur. Par exemple, dans une fabrication de pipelines qui nécessite une rondeur élevée du cylindre, un luminaire circulaire avec plusieurs boulons de réglage sera utilisé pour régler progressivement les boulons pour resserrer le luminaire et atteindre le but de l'étalonnage.

Méthode d'ajustement du processus
Rouler plusieurs fois
Adopter la méthode de roulement avec plusieurs petites déformations. Lorsque vous roulez pour la première fois, ne roulez pas la feuille dans un cylindre près du diamètre cible à la fois. Au lieu de cela, effectuez un pré-roulement pour plier préliminairement la feuille et augmenter progressivement le nombre de rouleaux et la quantité de déformation à chaque fois. Après chaque roulement, vérifiez la rondeur du cylindre et marquez les parties non circulaires. Cela peut rendre la distribution de contrainte de la carte plus uniforme et réduire la déviation de la rondeur causée par la concentration de contrainte locale - pendant plusieurs processus de roulement, la direction de roulement peut être modifiée de manière appropriée. Par exemple, commencer à rouler à partir d'une extrémité de la feuille pour la première fois et rouler de l'autre extrémité de la feuille pour la deuxième fois aide à contrer la contrainte résiduelle causée par le roulement unidirectionnel à l'intérieur de la feuille, ce qui rend la forme cylindrique plus régulière.
Correction chauffante
Si le matériau du cylindre le permet et que l'écart de la rondeur est important, la méthode de correction de chauffage locale peut être utilisée. Identifiez la partie non circulaire du cylindre et utilisez une flamme d'acétylène d'oxygène ou un autre équipement de chauffage pour chauffer localement la zone. Lors du chauffage, l'attention doit être accordée pour contrôler la température de chauffage et la plage de chauffage, en gardant généralement la température en dessous de la température critique du matériau. À mesure que la température augmente, la limite d'élasticité du matériau diminue. Sous l'action de la propre gravité du cylindre ou une légère pression externe, les pièces non circulaires subiront une déformation plastique, atteignant ainsi le but de corriger la rondeur. Par exemple, pour les cylindres en acier à faible teneur en carbone, la température de chauffage peut être contrôlée entre 600 et 800 ℃. Après le chauffage, laissez le cylindre refroidir naturellement ou utilisez une méthode de refroidissement appropriée, telle que le refroidissement par brouillard d'eau, pour fixer la forme.
Ajustement de détection et de rétroaction
Détection en temps réel - Pendant le processus de roulement, utilisez des outils de mesure pour détecter la rondeur du cylindre en temps réel. Par exemple, à l'aide d'un micromètre intérieur ou d'un télémètre laser pour mesurer les dimensions du diamètre intérieur d'un cylindre à différentes positions et de détection en temps opportun des écarts de rondeur en comparant les données de mesure. S'il y a un problème avec la rondeur, arrêtez immédiatement l'opération de roulement et ajustez en fonction de l'écart, comme l'ajustement de la position de l'arbre à rouleau ou la modification du processus de roulement - Enregistrement et analyse des données
Enregistrez les paramètres de chaque rouleau, y compris l'épaisseur de la feuille, le matériau, la vitesse de roulement, l'espacement des axes de rouleaux et les données de mesure de la rondeur de cylindre correspondantes. En analysant ces données, résumez les facteurs et modèles clés qui affectent la rondeur. Par exemple, s'il est constaté qu'un certain matériau de tôle est sujet à une déviation de la rondeur à une vitesse de roulement spécifique, la vitesse de roulement peut être ajustée en conséquence, ou un processus de roulement spécial peut être utilisé pour ce matériau de tôle.







Droits d’auteur Nantong Tengzhong Machinery Manufacturing Co., Ltd. Tous droits réservés.
