 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![NC Press Brake]()

Model:
Comment une petite machine à rouler de plaque à quatre rouleaux CNC complète-t-elle le roulement de pièces de forme spéciale?
2025-02-21
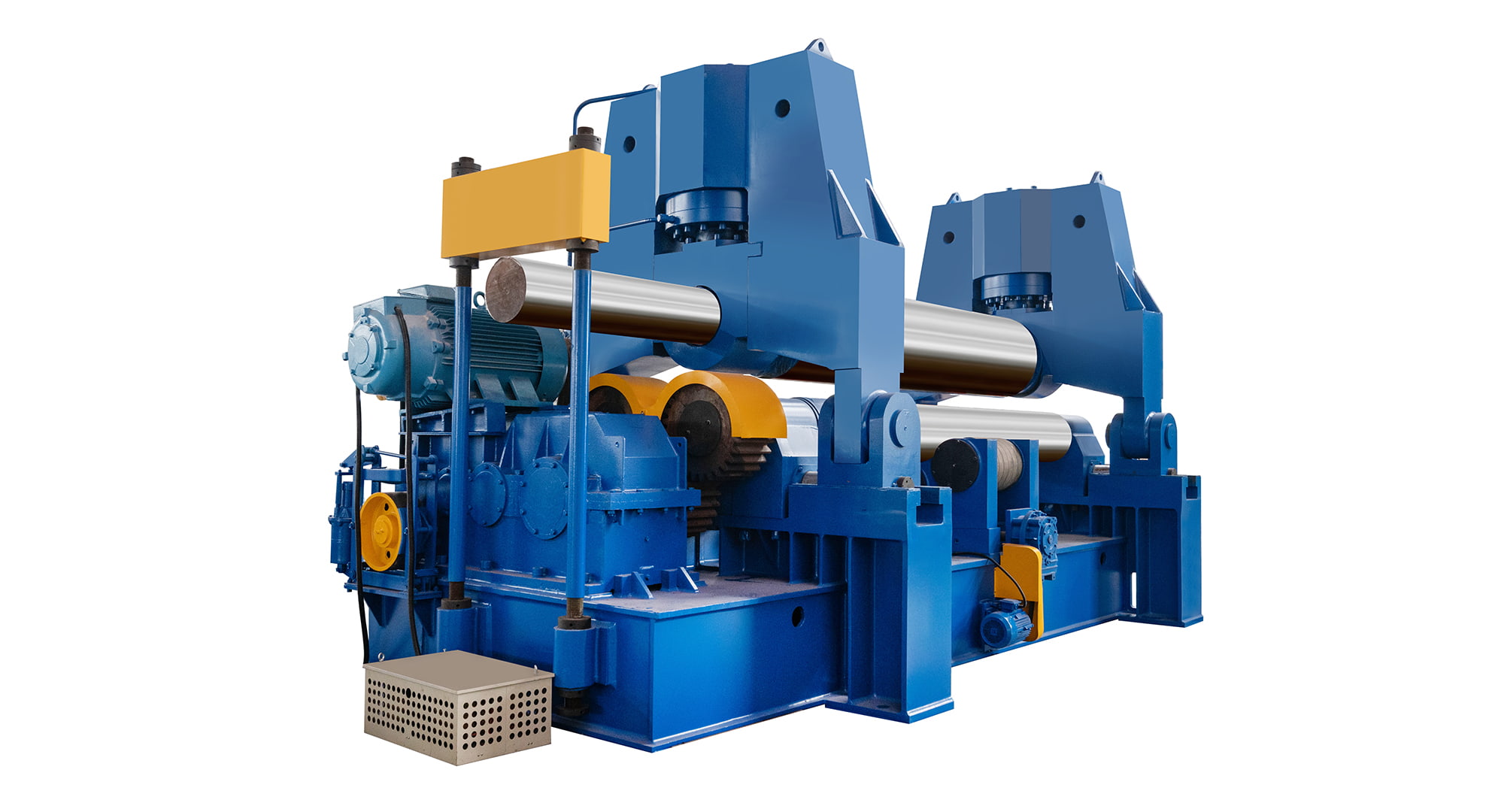
Ci-dessous, nous vous montrerons le processus de roulement de la formation unique en L par un quatre rouleaux plaque roulante avec un matériau en acier inoxydable personnalisé de 2 mm d'épaisseur et une largeur de 1 mètre.
1. Préparation: Tout d'abord, coupez la plaque en acier inoxydable de 2 mm d'épaisseur à la taille appropriée et assurez-vous que la surface de la plaque est plate et n'a aucun défaut évident. Ensuite, selon les exigences de taille et de courbure des pièces de forme spéciale en forme de L, entrez les paramètres de programmation correspondants dans le système CNC.
2. Position et serrage de la plaque: Mettez une extrémité de la plaque en acier inoxydable coupé dans les rouleaux supérieurs et inférieurs, l'équipement commence à fonctionner et les rouleaux supérieurs et inférieurs serrent la plaque. À l'heure actuelle, l'arbre à rouleau droit augmente pour jouer un rôle de positionnement, le rouleau tourne jusqu'à ce que la plaque supporte le rouleau droit, puis le rouleau droit se réinitialise, et le rouleau s'inverse pour revenir au point zéro pour terminer l'étalonnage zéro point de l'étalonnage du point zéro de l'étalonnage du point zéro de l'étalonnage de point zéro de l'étalonnage de point zéro de l'étalonnage de point zéro de l'étalonnage de point zéro de l'étalonnage de point zéro de l'étalonnage de point zéro de l'étalonnage de point zéro de l'étalonnage de point zéro de l'étalonnage de point zéro de l'étalonnage de point zéro de l'étalonnage de Point de zéro de la plaque.

3. Opération pré-bilan: le rouleau est tourné à la position où l'arc doit être roulé, et le rouleau gauche augmente pour la pré-décharge. Pendant le processus de pré-pliage, le rouleau gauche applique une pression appropriée pour faire commencer la plaque à se plier initialement à l'angle de flexion du premier pliant près de la forme L. Une fois la pré-pliage terminée, le rouleau gauche est réinitialisé.
4. Le premier rouleau à arc: le rouleau droit monte à la position pré-plissée, puis le rouleau de comptoir et le rouleau droit tournent en même temps, conduisant l'assiette pour se recourger, formant progressivement le premier angle de flexion de la forme L, Et le bon rouleau est réinitialisé après avoir roulé en demi-cercle.
5. Le deuxième arc roulant: le rouleau de comptoir continue de tourner à la position où le deuxième arc doit être roulé, et le rouleau gauche augmente à nouveau, et coopère avec le rouleau de comptoir pour effectuer le deuxième opération de roulement à arc, de sorte que la plaque Forme le deuxième angle de flexion de la forme L, complétant ainsi le roulement de la pièce de forme spéciale en forme de L.
6. Sortez la pièce: une fois le roulement terminé, le roller comptoir tourne vers le point zéro, le rouleau inférieur du roller de comptoir descend, puis la pièce en forme spéciale en forme de L est soigneusement retirée.







Droits d’auteur Nantong Tengzhong Machinery Manufacturing Co., Ltd. Tous droits réservés.
