 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![NC Press Brake]()

Model:
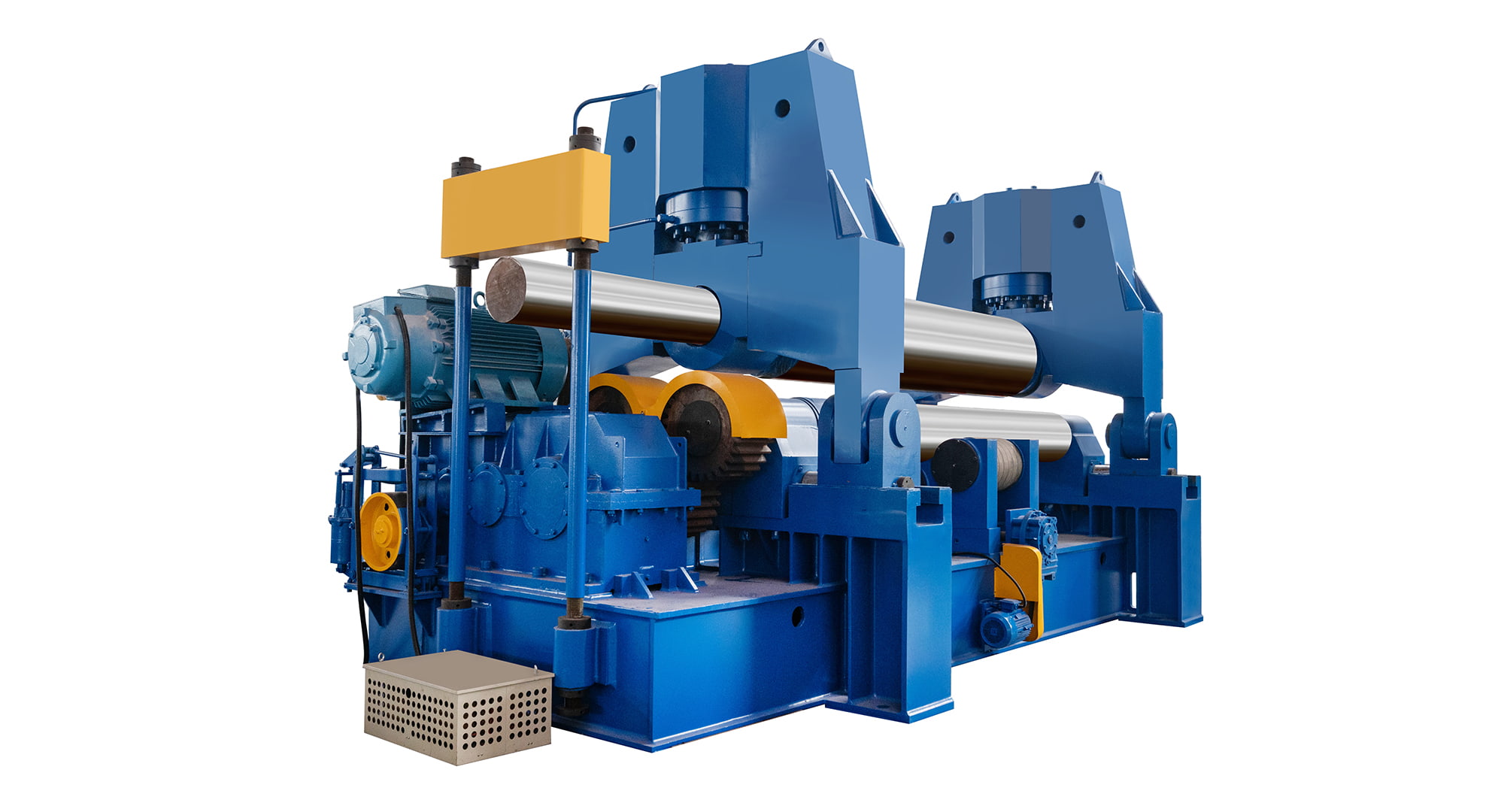
Compétences de réglage des rouleaux pour machine à rouler les plaques à quatre rouleaux, tête de taille conique
2025-01-18
Lors du laminage d'une tête conique, les compétences de réglage des rouleaux de la laminoir à plaques à quatre rouleaux sont directement liées à la qualité et à l'efficacité de la production du produit. Dans cet article, Nantong Chuangtu explorera en profondeur les compétences liées à l'utilisation de vérins hydrauliques pour pousser les rouleaux à se déplacer afin d'ajuster le cône, et présentera l'application de systèmes CNC pour ajuster avec précision le cône.
La rouleuse de tôles à quatre rouleaux réalise le pliage et le laminage de tôles grâce à l'action synergique de quatre rouleaux. Lors du laminage d'une tête conique, la clé est d'ajuster la position relative entre les rouleaux des deux côtés (c'est-à-dire le rouleau supérieur et le rouleau inférieur) pour former le cône requis. Le vérin hydraulique, en tant que source d'énergie, réalise ce processus de réglage en poussant les rouleaux à se déplacer.
En fonctionnement réel, la course du vérin hydraulique est généralement ajustée en ajustant le fin de course ou le capteur. Ces dispositifs peuvent surveiller la distance de déplacement des rouleaux et envoyer un signal pour arrêter l'action du vérin hydraulique lorsque la position prédéfinie est atteinte. Le réglage de la pression est généralement réalisé en ajustant la pression de sortie de la pompe hydraulique ou en installant un réducteur de pression. En contrôlant avec précision ces deux paramètres, on peut garantir que les rouleaux se déplacent vers la position prédéterminée pour former le cône requis.

De plus, la position et la trajectoire du rouleau peuvent être contrôlées avec précision par le système CNC pour obtenir un roulement avec différents cônes.
Le système CNC est généralement composé d'un ordinateur, d'un contrôleur et d'un actionneur. Lorsque la machine à rouler les plaques à quatre rouleaux fait rouler le cône, le système CNC calcule automatiquement la position et le mouvement du rouleau en recevant les paramètres d'entrée (tels que la conicité, l'épaisseur de la plaque, etc.) et émet des instructions à l'actionneur (telles que vérin hydraulique et valve proportionnelle) pour le réglage. L'ensemble du processus de réglage est automatisé et intelligent, améliorant considérablement l'efficacité de la production et la qualité des produits.
Le système CNC présente également les avantages d’une utilisation facile, d’une vitesse de réglage rapide et d’une précision de réglage élevée. En programmant et en contrôlant les paramètres du système CNC, le cône peut être ajusté avec précision et aucune intervention manuelle n'est requise pendant le processus de réglage, ce qui réduit considérablement la difficulté de fonctionnement et l'intensité du travail. Dans le même temps, il dispose également de puissantes fonctions de stockage de données et de traçabilité, qui peuvent enregistrer les paramètres et les résultats de chaque ajustement, fournissant ainsi une référence et une base pour la production ultérieure.
En utilisant le vérin hydraulique pour pousser le rouleau à se déplacer et le système CNC pour contrôler avec précision la position du rouleau, le cône peut être ajusté avec précision et une production à haut rendement peut être obtenue. Cependant, ces méthodes s'accompagnent également de certains coûts et exigences techniques. Par conséquent, lors du choix d’une méthode d’ajustement du cône, il est nécessaire de prendre en compte de manière exhaustive des facteurs tels que les exigences de production, le budget des coûts et le niveau technique. En optimisant et en ajustant continuellement la méthode de réglage de la conicité, nous pouvons fournir des solutions plus efficaces, précises et fiables pour l'industrie de transformation des métaux.







Droits d’auteur Nantong Tengzhong Machinery Manufacturing Co., Ltd. Tous droits réservés.
