 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
-
![NC Press Brake]()

Model:
Augmenter l'efficacité : conseils pour maximiser le rendement avec des laminoirs à 3 rouleaux
2026-04-23
Content
- 1 Comprenez d'abord les limites structurelles de la machine
- 2 Optimiser l'écartement des rouleaux et les paramètres de pression avant chaque cycle
- 3 Maîtrisez le pré-cintrage pour réduire les déchets à extrémité plate
- 4 Gardez le processus d'alimentation fluide et cohérent
- 5 Mettre en œuvre un programme structuré de lubrification et de maintenance
- 6 Former les opérateurs sur le système de contrôle total
- 7 Adaptez la machine au travail
- 8 Conclusion
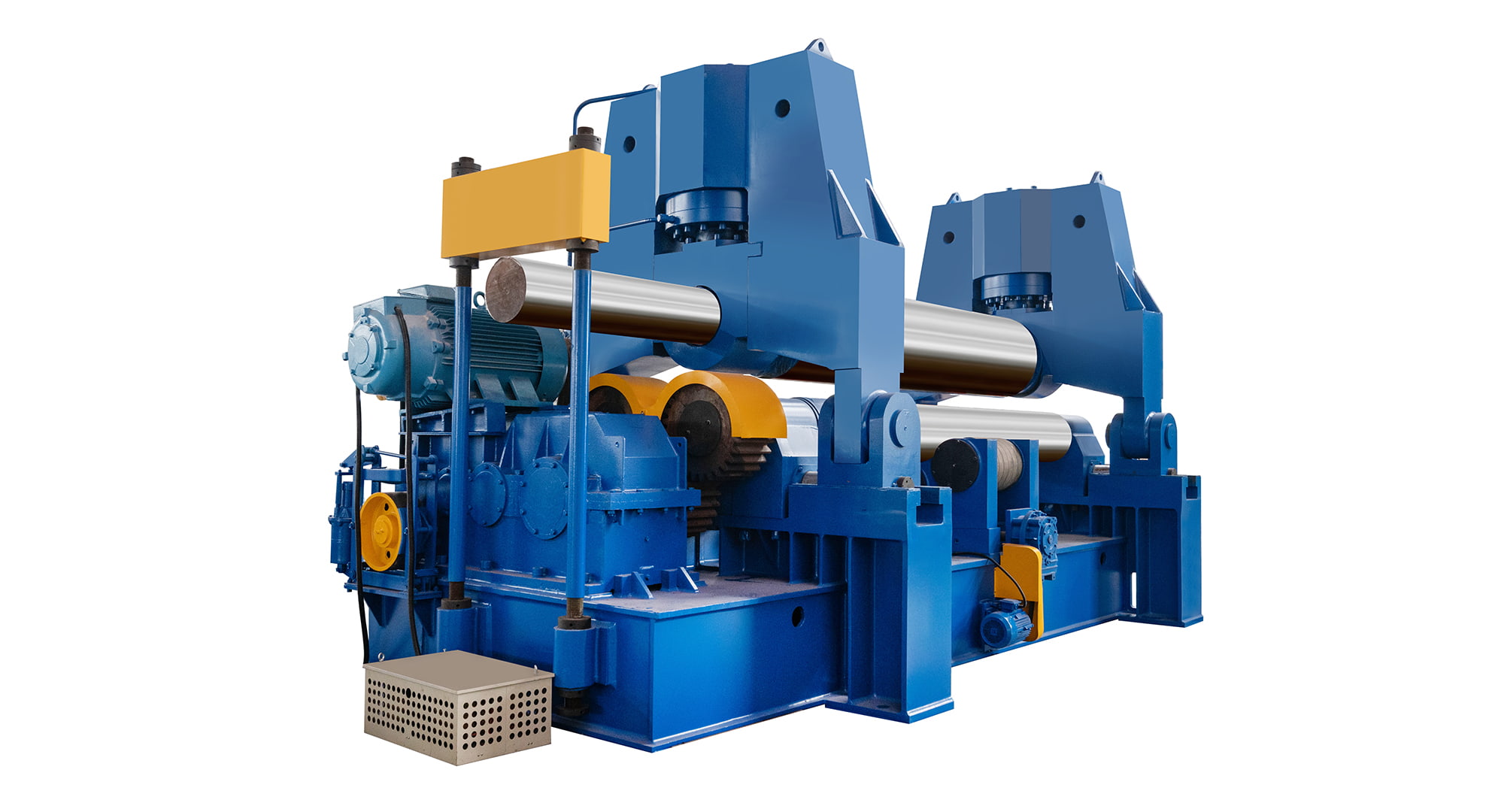
Un Machine à rouler à 3 rouleaux est un outil éprouvé dans la fabrication métallique : rentable, polyvalent et capable de gérer une large gamme d'épaisseurs de plaques et de matériaux. Mais comme toute machine, son rendement dépend de la manière dont elle est utilisée et entretenue. Si vous souhaitez obtenir plus de pièces par équipe sans sacrifier la qualité, ces conseils pratiques vous aideront à combler l'écart entre la capacité nominale et la production réelle.
Comprenez d'abord les limites structurelles de la machine
Avant d’optimiser quoi que ce soit, les opérateurs doivent avoir une idée claire de ce que la machine peut faire de manière réaliste. Une machine à rouler à 3 rouleaux utilise un agencement de rouleaux symétriques ou asymétriques pour appliquer une force de flexion continue lors du passage de la plaque. Le rouleau supérieur applique une pression vers le bas tandis que les deux rouleaux inférieurs fournissent un couple d'entraînement et un support.
Les paramètres clés à connaître pour votre modèle spécifique incluent la capacité de pliage nominale (épaisseur de la plaque × largeur), le diamètre de pliage minimum, la puissance du moteur et la vitesse de travail. Un fonctionnement constant à la limite nominale ou à proximité accélère l'usure des rouleaux et augmente le risque de déformation de la pièce. Un practical rule: keep daily loads at 80–90% of rated capacity pour préserver à la fois la durée de vie de la machine et la précision dimensionnelle.
Optimiser l'écartement des rouleaux et les paramètres de pression avant chaque cycle
L'une des causes les plus courantes de retouche et de rebut est le fait de sauter l'étape de vérification de la configuration entre les tâches. Différents matériaux de plaque (acier au carbone, acier inoxydable, aluminium) ont des limites d'élasticité et des caractéristiques de retour élastique très différentes. Un réglage de l'écartement et de la pression réglé pour l'acier doux produira des cylindres surdimensionnés lorsqu'il est utilisé sur l'aluminium sans réglage.
Pour le rouleuse hydraulique à 3 rouleaux , l'écran tactile CNC permet aux opérateurs de saisir et de stocker les paramètres du processus, notamment le déplacement du rouleau supérieur (axe Y) et le mouvement horizontal (axe X). Prendre cinq minutes pour charger un jeu de paramètres enregistré (plutôt que de deviner) élimine les essais et les erreurs et permet de récupérer un temps de production significatif sur une période de travail complète.
- Utilisez les jeux de paramètres CNC enregistrés pour les tâches répétées afin d'éliminer les incertitudes de configuration.
- Unlways run a test pass on a scrap piece when switching to a new material grade.
- Unccount for springback by slightly over-bending, then measuring and correcting.
Maîtrisez le pré-cintrage pour réduire les déchets à extrémité plate
Le bord plat laissé à chaque extrémité d’une plaque laminée est une limitation inhérente à la conception à 3 rouleaux. Sur une machine symétrique, cette section non pliée peut correspondre à peu près à la moitié de la distance entre les deux rouleaux inférieurs. Sur les modèles asymétriques et hydrauliques, le mouvement horizontal du rouleau supérieur permet un pré-cintrage de chaque extrémité avant le passage de laminage principal, réduisant considérablement cette zone plane.
Les opérateurs qui sautent ou précipitent le pré-cintrage se retrouvent avec des sections plates plus longues qui nécessitent une reprise ou entraînent une mise au rebut. Une routine de pré-pliage disciplinée, même si elle ajoute une à deux minutes par pièce, rapporte en réduisant le nombre de pièces rejetées et le travail secondaire. Pour les tirages à grand volume sur un machine à rouler les plaques , cette seule habitude peut améliorer le rendement d’une marge mesurable.
Gardez le processus d'alimentation fluide et cohérent
Une alimentation inégale est l’une des principales causes de cylindres déformés et de marquages de surface. Les plaques doivent entrer dans les rouleaux perpendiculairement à l'axe du rouleau. Même un petit désalignement angulaire de la plaque au début de la passe produira un résultat conique au lieu d'un véritable cylindre, nécessitant des passes de correction ou un rejet pur et simple.
Étapes pratiques pour une alimentation cohérente :
- Utilisez des butées de guidage ou des antidévireurs, le cas échéant, pour garantir une entrée de plaque carrée.
- Soutenez la plaque de manière adéquate sur les côtés d'entrée et de sortie pour éviter l'affaissement, qui provoque une pression de flexion inégale.
- Pour les plaques longues ou lourdes, affectez un deuxième opérateur ou utilisez des convoyeurs à rouleaux pour maintenir un mouvement de matériau contrôlé et stable.
- Unvoid sudden starts and stops mid-pass; maintain a steady, consistent roller speed throughout.
Mettre en œuvre un programme structuré de lubrification et de maintenance
Les temps d'arrêt imprévus dus à une panne mécanique coûtent bien plus cher en perte de production que ne le fera jamais la maintenance planifiée. Les principaux points d'usure sur une machine à rouler à 3 rouleaux comprennent les roulements à rouleaux, les engrenages d'entraînement, le réducteur principal et les surfaces de glissement sur les sièges inférieurs des roulements à rouleaux.
Un consistent lubrication routine is the single highest-return maintenance action available. Le graissage régulier des roulements à rouleaux garantit un fonctionnement fluide et évite le contact métal sur métal qui accélère l'usure et augmente la résistance au roulement, ce qui oblige la machine à travailler plus dur et à consommer plus d'énergie par cycle.
Undditional maintenance priorities to schedule:
- Inspectez régulièrement les surfaces des rouleaux pour détecter toute rayure, piqûre ou usure inégale : les défauts de surface se transfèrent directement à la finition de la pièce.
- Vérifiez régulièrement la pression du système hydraulique et l’état du fluide ; un fluide dégradé réduit la précision de l’actionnement.
- Vérifiez l'API et le système de commande électrique pour vérifier l'usure des relais et l'intégrité des connexions : moins de pannes de relais signifient une plus grande disponibilité.
- Vérifiez que le dispositif de basculement et le dispositif d'équilibrage fonctionnent librement afin que les pièces finies puissent être retirées sans délai.
Former les opérateurs sur le système de contrôle total
Un machine with CNC capability that is operated manually by habit is a machine running at half its potential. Modern hydraulic 3 roller rolling machines include real-time monitoring via touch screen, in-place control for precise roller positioning, and handheld remote control for safe operation during the rolling pass. Operators who are fully trained on these features achieve tighter tolerances and faster cycle times than those working from muscle memory alone.
Domaines d’investissement en formation pratique :
- Lecture et interprétation des données de déplacement en temps réel depuis l'écran tactile pendant le roulage.
- Définition et rappel de programmes de paramètres stockés pour différentes combinaisons de matériaux et d'épaisseurs.
- Utiliser correctement la télécommande sans fil pour maintenir un positionnement sûr par rapport à la plaque mobile.
Un trained operator reduces the number of correction passes per part, catches setup errors before material is consumed, and completes the full rolling cycle—including pre-bending and part removal via the tipping device—with less dead time between pieces.
Adaptez la machine au travail
L'efficacité est également une question de sélection des emplois. Une machine à rouler à 3 rouleaux excelle dans la production de volumes moyens de cylindres, d'arcs et de formes coniques à partir d'une large gamme d'épaisseurs de plaques et de matériaux. Il convient parfaitement à la construction navale, à la fabrication de chaudières, à la construction de navires chimiques, aux travaux de structure en acier et à la fabrication générale de métaux où le budget et la flexibilité sont prioritaires.
Pour les travaux qui exigent une très haute précision, une longueur minimale des extrémités plates ou un formage continu multi-passes contrôlé par CNC, comprenez où la conception à 3 rouleaux est le bon outil et où elle est poussée au-delà de sa plage optimale. En acheminant les bons travaux vers la bonne machine, les taux de production et la qualité restent là où ils doivent être. Découvrez toute la gamme disponible machine à rouler les plaquess pour garantir que chaque exigence de production est adaptée à l’équipement approprié.
Conclusion
Maximiser le rendement d'une machine à rouler à 3 rouleaux ne consiste pas à pousser plus fort, il s'agit de travailler plus intelligemment. Une discipline d'installation cohérente, une technique de pré-cintrage appropriée, une alimentation en matériaux carrés, un entretien régulier et des opérateurs entièrement formés contribuent chacun à une part mesurable des gains d'efficacité disponibles. Ensemble, ils permettent à une machine bien entretenue de fournir une production fiable, une durée de vie plus longue et un coût par pièce réduit à chaque quart de travail.







Droits d’auteur Nantong Tengzhong Machinery Manufacturing Co., Ltd. Tous droits réservés.
